


Energies 2024, 17(9), 2164; https://doi.org/10.3390/en17092164 (registering DOI) - 01 May 2024
Abstract
For achieving CO2 thermal reduction, a technology combining solid carbon activation and high-temperature CO2 reduction was proposed, named as activated-reduction technology. In this study, this technology is realized by using a circulating fluidized bed and downdraft reactor. Reduced agent parameters (O
[...] Read more.
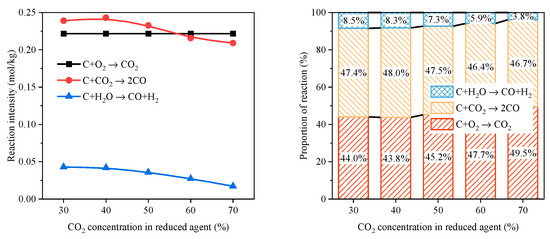
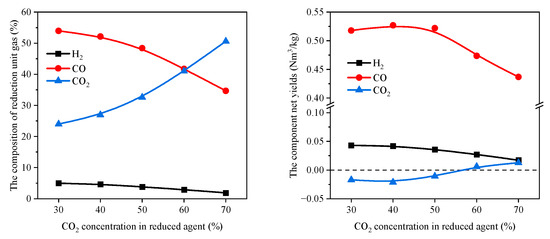
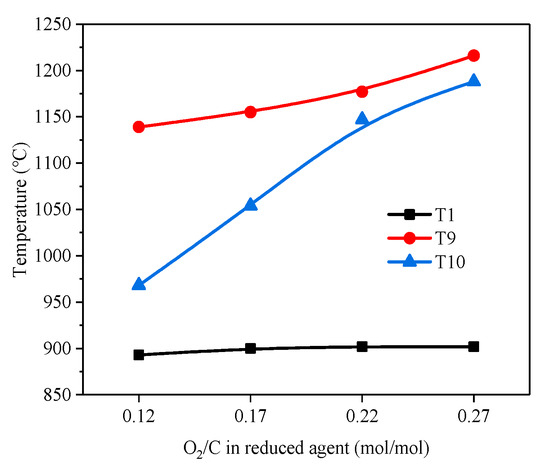
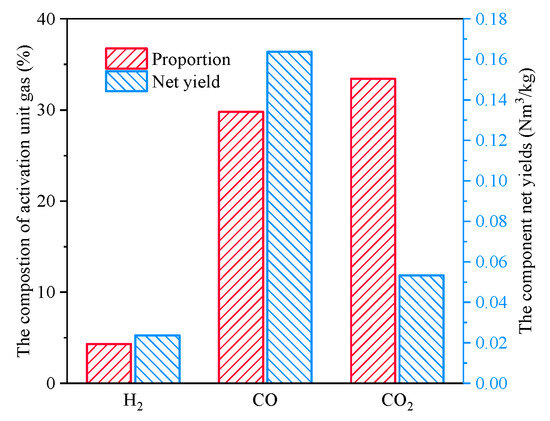
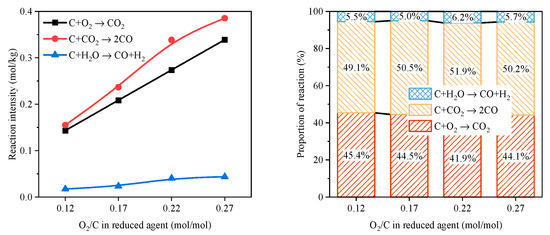
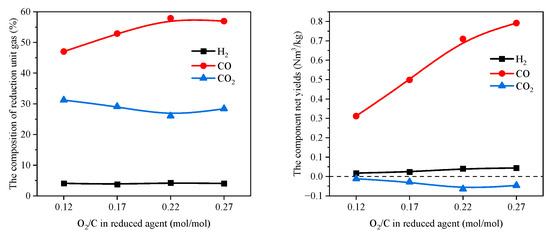
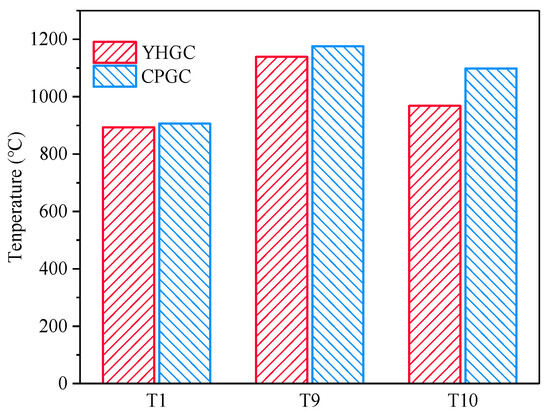
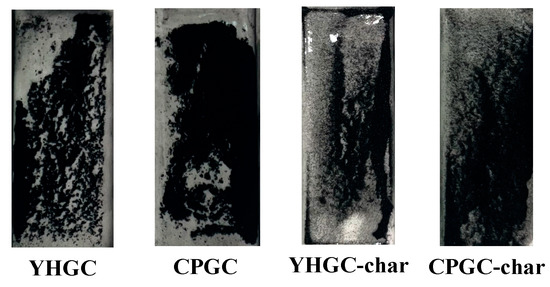
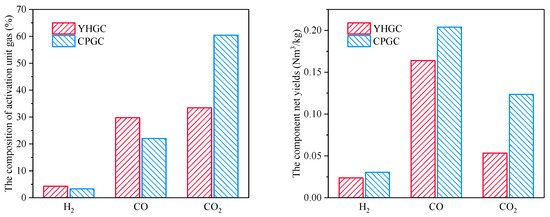
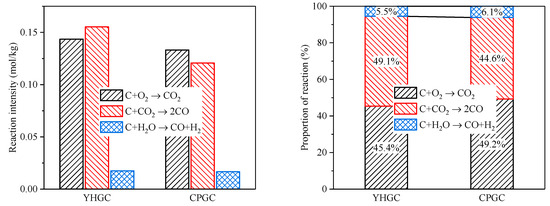
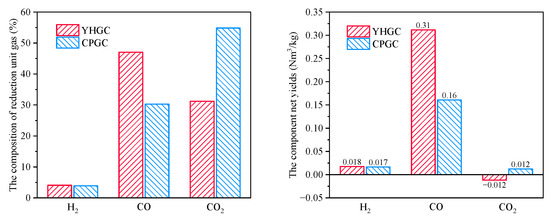
For achieving CO2 thermal reduction, a technology combining solid carbon activation and high-temperature CO2 reduction was proposed, named as activated-reduction technology. In this study, this technology is realized by using a circulating fluidized bed and downdraft reactor. Reduced agent parameters (O2/C and CO2 concentration) greatly affect the reduction effect of CO2. In addition, the effect of the activation process on different carbon-based materials can help to broaden the range of carbon-based materials used for CO2 reduction, which is also an important issue. The following three points have been studied through experiments: (1) the influence of the characteristics of the reduced agent (CO2 concentration and O2/C) on CO2 reduction; (2) the performance of different chars in CO2 reduction; and (3) the activation effect of solid carbon. The activation process can develop the pore structure of coal gasification char and transform it into activated char with higher reactivity. The CO concentration in the tail gas is a crucial factor limiting the effectiveness of CO2 reduction, with an experimentally determined upper limit of around 55% at 1200 °C. If CO concentration is far from the upper limit, temperature becomes the significant influencing factor. When the reduced agent O2/C is 0.18, the highest net CO2 reduction of 0.021 Nm3/kg is achieved at 60% CO2 concentration. When the reduced agent CO2 concentration is 50%, the highest net CO2 reduction of 0.065 Nm3/kg is achieved at 0.22 O2/C. Compared with CPGC, YHGC has higher reactivity and is more suitable for CO2 reduction. The activation process helps to reduce the differences between raw materials.
Full article
(This article belongs to the Special Issue Advances in Efficient Thermal Conversion of Carbon-Based Fuels)
►
Show Figures
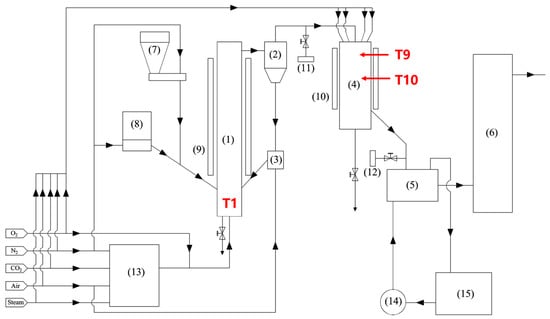
Figure 1



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}